MJF Nylon 12 for strong end user parts
MJF Nylon 12 is both strong and smooth, perfect for end use parts and when combined with
our free polishing service the finish is comparable to that of injection mould.
Overview
3DPRINTUK operates the most advanced MJF 3D printing system (5210) in the UK. Our wealth of experience with polymer materials and the SLS powder bed fusion (PBF) process for more than a decade allows us to transfer this knowledge to the MJF (MultiJet Fusion) process to meet client demands. To do this, 3DPRINTUK has invested in the most advanced MJF system on the market – the 5210 system from HP.
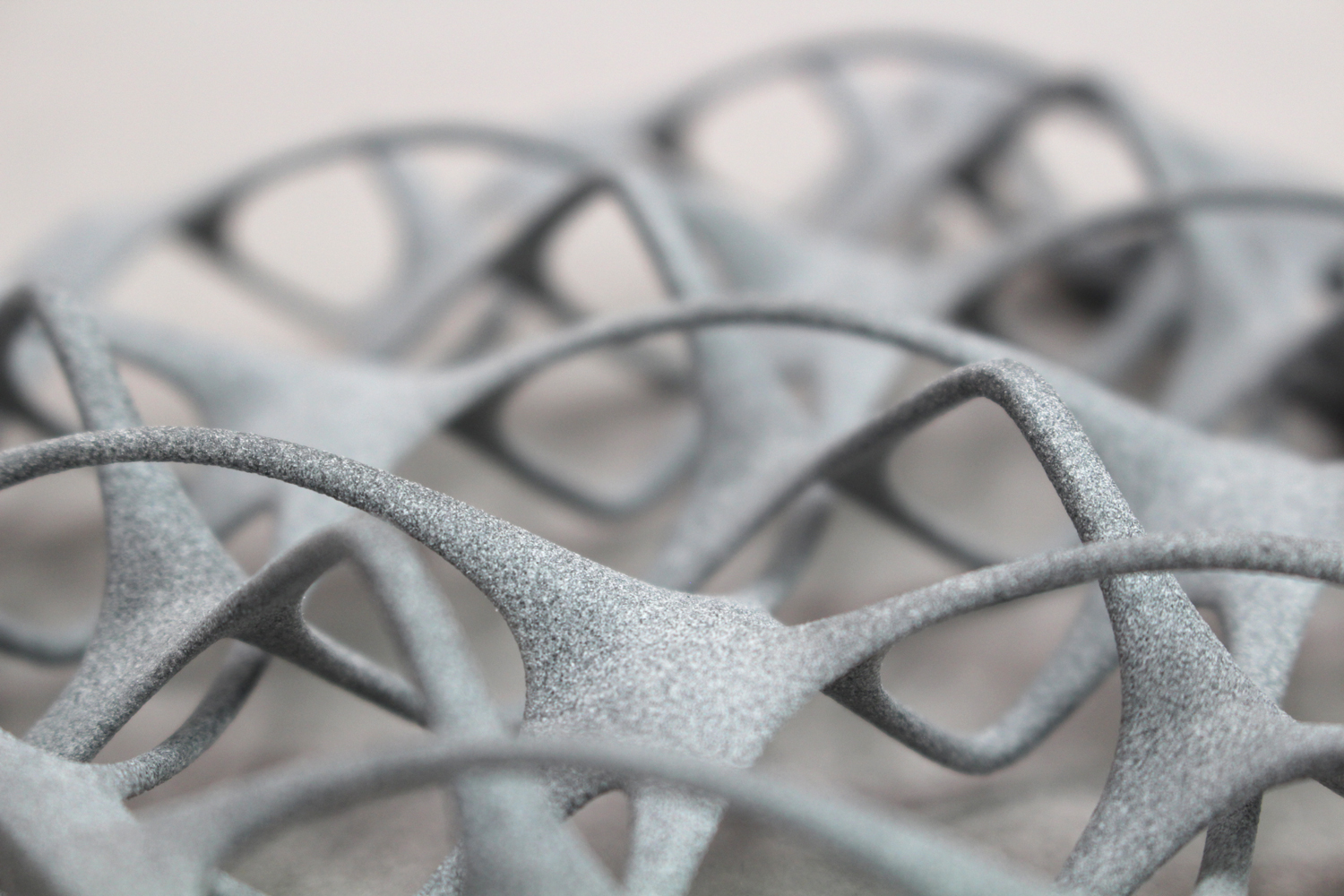
MJF Nylon 12 has been engineered especially for HP Multi Jet Fusion technology and has been designed for production of functional parts across a variety of industries. MJF Nylon 12 provides the best balance between performance and reusability and has been engineered to produce final parts and functional prototypes with fine detail and dimensional accuracy.
• Achieves near watertight properties without any additional post-processing
• Biocompatibility—meets USP Class I-VI and US FDA guidance for Intact Skin Surface Devices
• Provides good chemical resistance to oils, greases, aliphatic hydrocarbons, and alkalies
• Robust thermoplastic produces highdensity parts with balanced property profiles and strong structures
MJF Nylon 12 is a high-performance alternative to plastics like ABS or PA6 that have proven their value in injection moulding. Ideal for complex assemblies, housings, enclosures, and watertight applications.
Max print size: 350mm(X) x 255mm(Y) x 350mm(Z)
Look & Feel
The material is peppered grey colour in its natural form, but can be dyed black for an additional 10%.
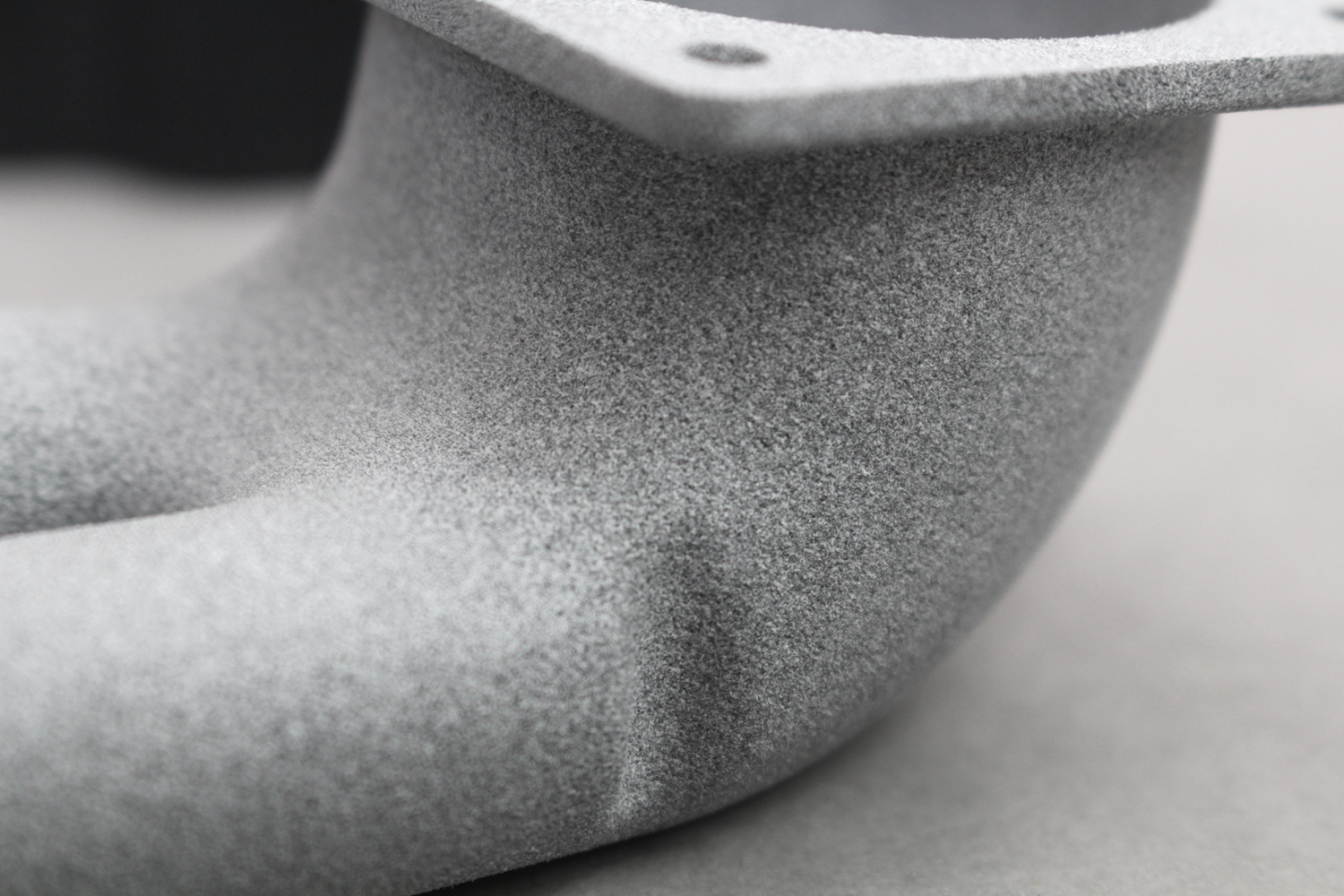
The natural surface finish is smooth, but has a powdery feel to it – very much like SLS. This is comparable with an extra strong mint. To improve the surface finish we have two options, the first is Shot peening, only availble in conjunction with dyeing black, that greatly improves the surface finish for MJF PA12 printed parts bringing them very close to the finish of an injection moulded part giving it a textured gloss finish. Alternatively, if you can choose our polishing service, you will get a far smoother finish for no extra cost – this is a finish comparable to a Soft Mint/Mentos but can become a little rougher to touch if dyed.
Please note we do not recommend polishing undyed MJF PA12 parts unless you are dyeing or painting the parts as it is visually unattractive in the natural colour.
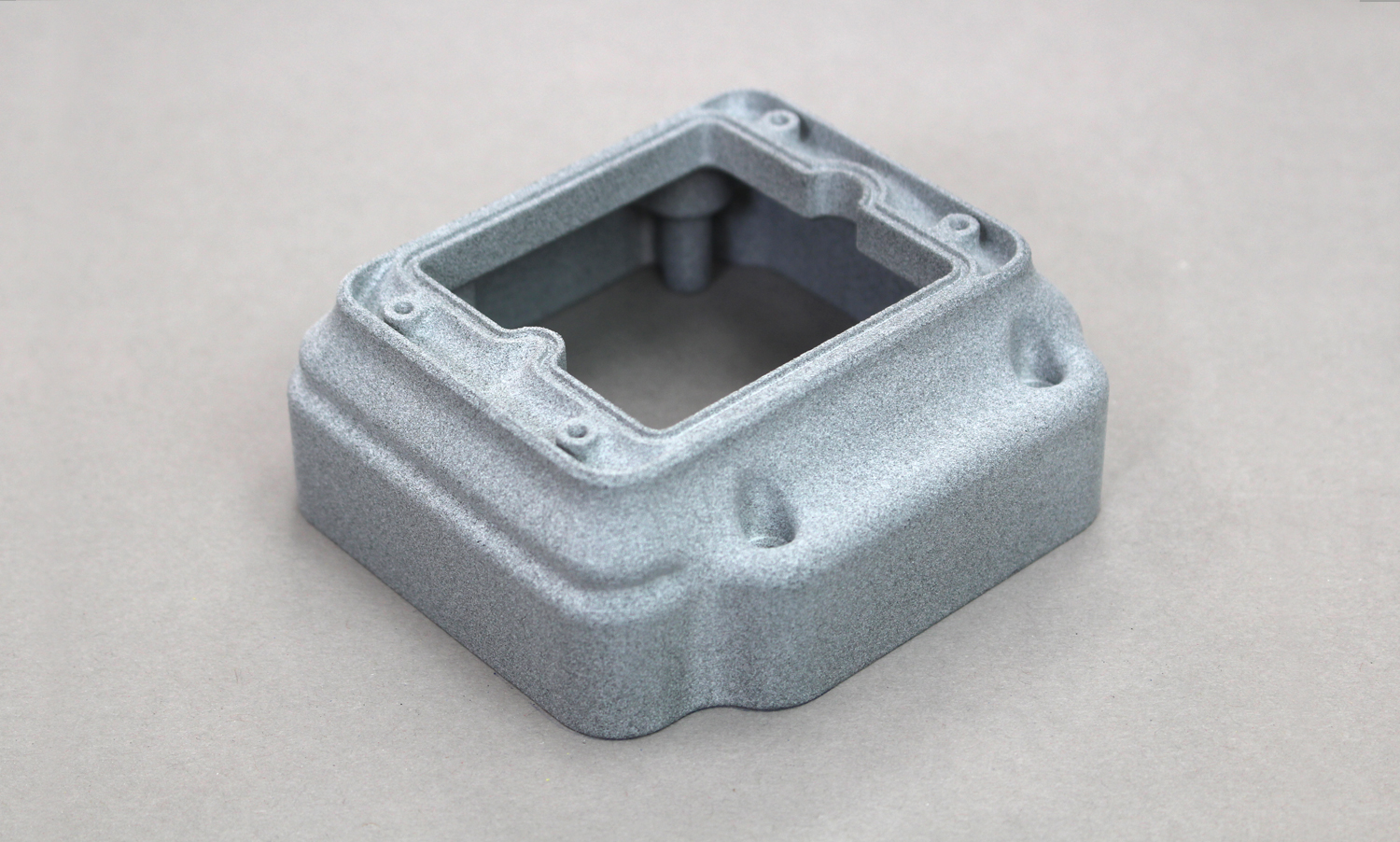


(Above Top – Bottom) Natural finish, dyed black finish, Shotpeen black finish close up.
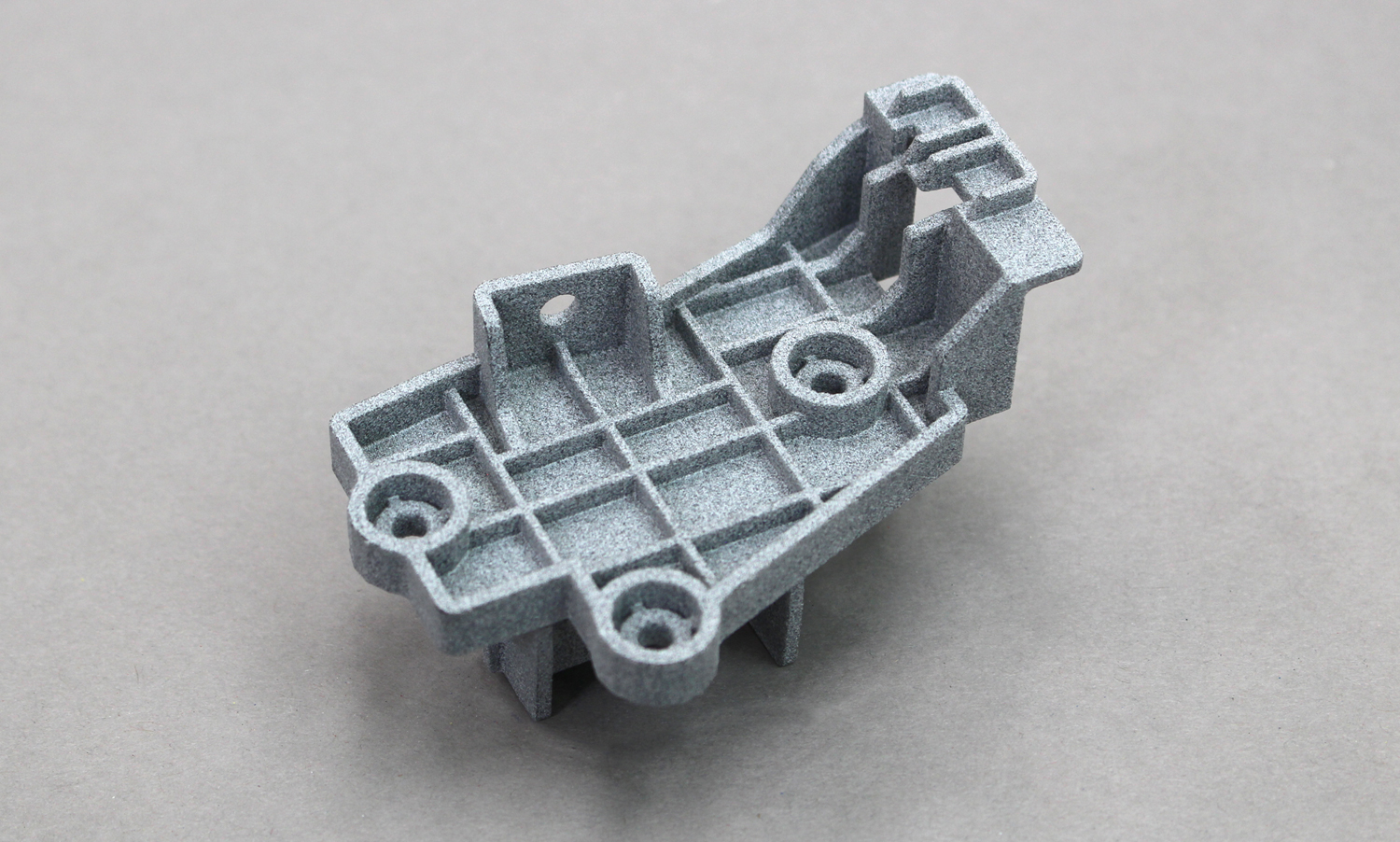
(Above) MJF PA12 parts in their natural finish.
UV Degradation
No noticeable physical degradation has been observed to the properties of the part.
Elemental Degradation
Based on our experience the material stands up to the test of time very well.
Colour, Texture & Flex
The material comes in peppered gray colour which is fairly consistent across the part, however there can be a slight variation from dark to light grey. Dyeing the part black will give a much more uniform colour to it as well, so this is strongly recommended where possible.
Like SLS parts, the surface finish has a grainy texture to it – however it feels a little less powdery in some instances due to the detailing agent, however, this is a very, very slight difference and not really noticeable in most cases.
MJF PA12 parts do have a degree of flexibility, much like SLS PA12 parts – they can be used for nice snap fits as well as be functionally rigid when thicker.
Finishing options: Natural Grey | Dyed Black | SP – Dyed Black | Polished Dyed Black
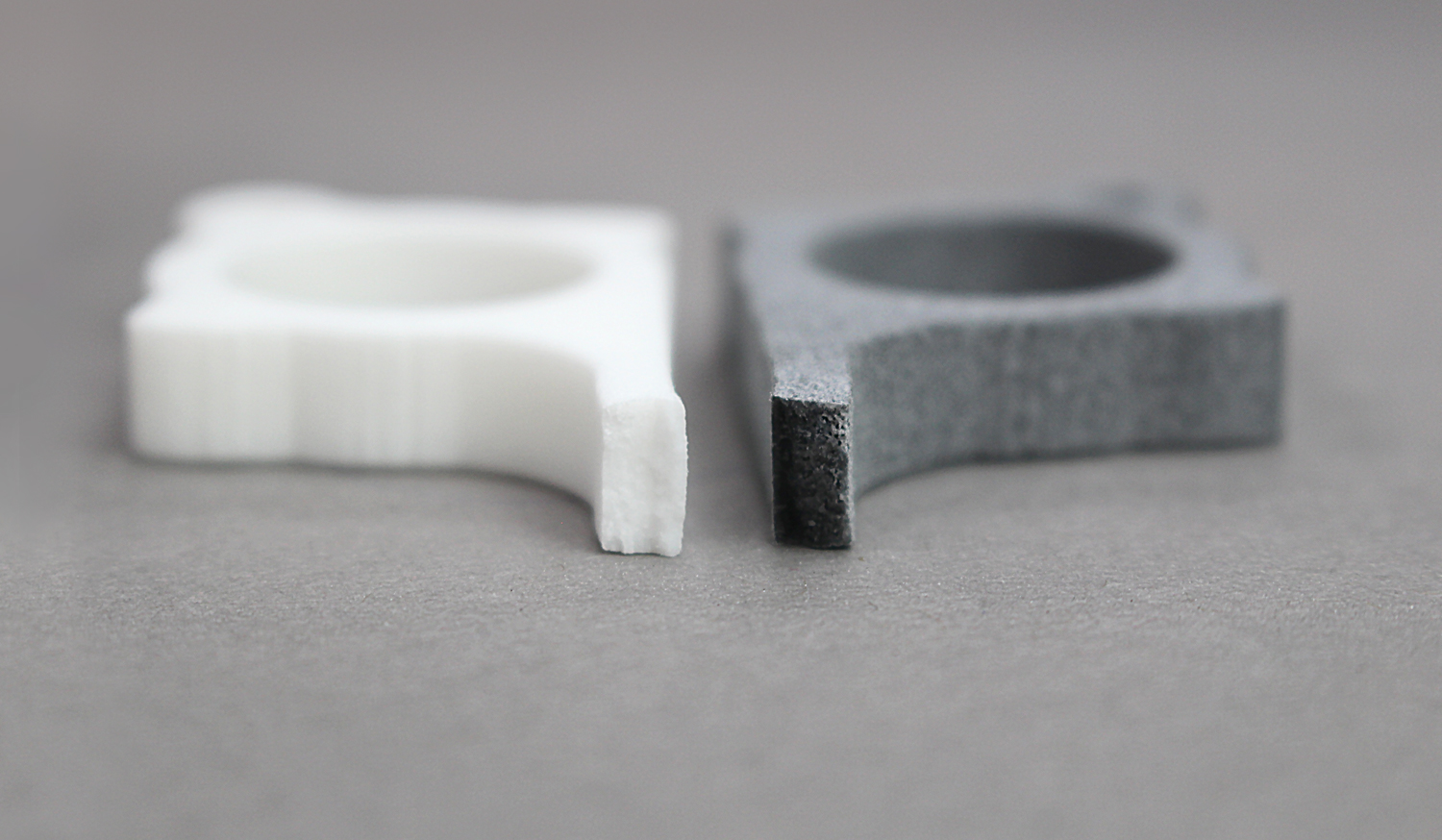
(Above) The cross section of a natural finish, SLS part (left) and a MJF part (right). As you can see, the MJF part is black all the way through where as a dyed black SLS part will be white on the inside.
Accuracy & Melting point
The parts are the same accuracy as SLS – +-0.3mm per 100mm with a lower limit of +-0.3mm, but being a heat process, different models are affected in different ways. Please see our page dedicated to the machine accuracy.
The layer height is 0.08mm, please note that layer height is different to part accuracy. Some companies will quote the layer height as the part accuracy – this is incorrect and can lead to disappointing results.
The official melting point is just above 189° C / 372.2° F. From our personal experience we find that thin parts start to go slightly ‘floppy’ at just over 100°C whilst thicker ones stay stronger until nearer the melting point.
Porosity
The material is very slightly porous. With water the porosity is relatively low, we tested a cup with a 1mm wall thickness and had no visual leaks or pools of water. We have had clients successfully use the material for underwater applications such as turbines, pipe connectors and valves.
Weaknesses
• Cannot be dyed any other colour other than black
• Thick solid parts can have poor surface finish know as “Elephant Skin” if not hollowed
• Nested files can be more expensive
• Polished Natural Grey parts can be patchy and unattractive
• Parts are printed at angles so can show layer lines more than SLS
Technical Data
| General properties | ||||
|---|---|---|---|---|
| Powder melting point (DSC) | 187°C/369°F | °C/°F | DIN EN ISO 11357 |
|
| Particle size | 60 | µm | ISO 8130/13 | |
| Bulk density of powder | 0.425 g/cm3 /0.015 lb/in3 | ISO 60 | ||
| Density of parts | 1.01 g/cm3 /0.036 lb/in3 | ASTM D792 |
| Mechanical Properties | Value | Unit | Test Standard | |
|---|---|---|---|---|
| Tensile Modulus | ASTM D638 | |||
| X Direction | 1800 MPa/261 ksi | MPa/ksi | ||
| Y Direction | 1800 MPa/261 ksi | MPa/ksi | ||
| Z Direction | 1800 MPa/261 ksi | MPa/ksi | ||
| Tensile Strength | ASTM D638 | |||
| X Direction | 48 MPa/6960 psi | MPa/psi | ||
| Y Direction | 48 MPa/6960 psi | MPa/psi | ||
| Z Direction | 48 MPa/6960 psi | MPa/psi | ||
| Elongation at break | ASTM D638 | |||
| X Direction | 20 | % | ||
| Y Direction | 20 | % | ||
| Z Direction | 15 | % | ||
| Flexural strength | ASTM D790 | |||
| X Direction (@ 5%) | 65 MPa/9425 psi | MPa/psi | ||
| Y Direction (@ 5%) | 65 MPa/9425 psi | MPa/psi | ||
| Z Direction (@ 5%) | 70 MPa/10150 psi | MPa/psi | ||
| Flexural modulus | ASTM D790 | |||
| X Direction | 1730 MPa/251 ksi | MPa/ksi | ||
| Y Direction | 1730 MPa/251 ksi | MPa/ksi | ||
| Z Direction | 1730 MPa/251 ksi | MPa/ksi |
| Thermal properties | |||
|---|---|---|---|
| X Direction - Heat deflection temperature | 0.45 MPa, 66 psi | 175°C/347°F | ASTM D648 Test Method A |
| Y Direction - Heat deflection temperature | 0.45 MPa, 66 psi | 175°C/347°F | ASTM D648 Test Method A |
| Z Direction - Heat deflection temperature | 0.45 MPa, 66 psi | 175°C/347°F | ASTM D648 Test Method A |
| X Direction - Heat deflection temperature | 1.82 MPa, 264 psi | 95°C/203°F | ASTM D648 Test Method A |
| Y Direction - Heat deflection temperature | 1.82 MPa, 264 psi | 95°C/203°F | ASTM D648 Test Method A |
| Z Direction - Heat deflection temperature | 1.82 MPa, 264 psi | 95°C/203°F | ASTM D648 Test Method A |
Certifications
USP Class I-VI and US FDA guidance for Intact Skin Surface Devices, RoHS,11 EU REACH, PAHs, UL 94, UL 746A
Datasheets
For more information on MJF Nylon 12 please download the datasheet you require from the list below. If you have any further questions please feel free to give us a call to discuss your project.
HP HR PA12 Summary of Regulatory Compliance and Environmental
HP-Biocompatibility certificate
HP-High Reusability
HP-PA12 Reusability UL94 UL746A
HP-PAHs Certificate
HP-ROHS-Reach
HP-Statement of composition for toy applications
HP-3D-HR-PA12 Summary of Regulatory Compliance and Environmental Attributes
Download all of the datasheets in one file using the button below (632kb)
Other materials