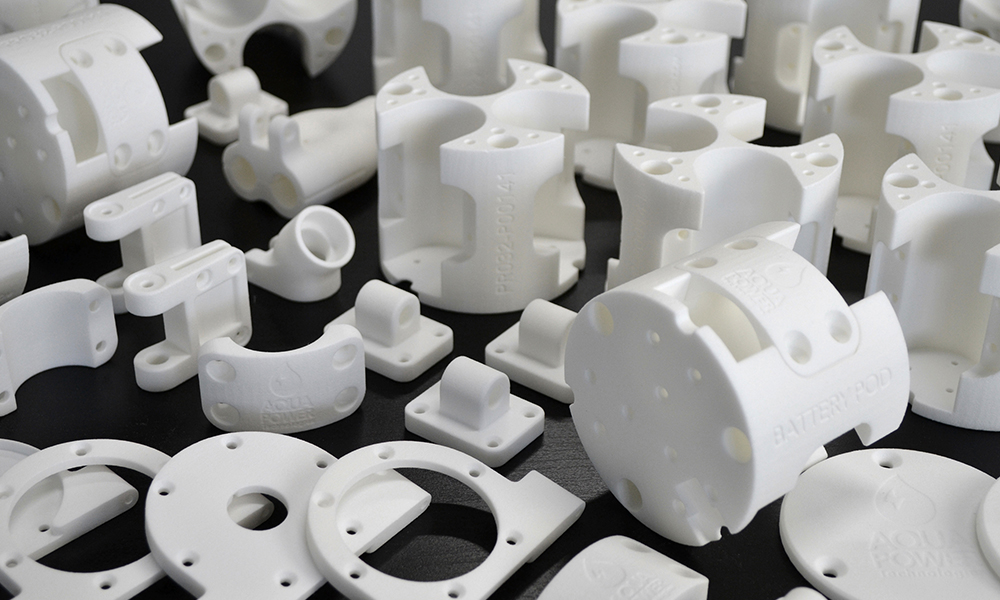
PA2200 Polyamide 12 (Nylon 12) for strong end user parts
PA2200 is both strong and smooth, perfect for end use parts and when combined with
our free polishing service the finish is comparable to that of injection mould.
Overview
Nylon PA2200 is widely regarded as the industry standard for high end 3D printing, yet still remains one of the most affordable, with prices starting from just 20p per model.
Before expanding our material offering, for almost a decade we chose to specialise in one material, PA2200 Nylon. Why? The benefits of printing in nylon for our clients far outweighed other 3D printing technologies. These benefits include, surprising strength even at 1mm thick, low cost per cm3 and express production times. PA2200 is both strong and smooth, perfect for end use parts and when combined with our free polishing service, the finish can be made even smoother – we say it’s like the difference between the texture of an Extra Strong Mint to that of a Softmint/Mentos.
Laser-sintered parts made from PA2200 (Nylon12) possess excellent material properties:
• High strength even at 1mm
• Biocompatible
• Certified as food safe
• Good chemical resistance
• Extremely versatile
• High selectivity and detail resolution
• No strength degradation from UV exposure
• 100 micron layer height
PA2200 is a high-performance alternative to plastics like ABS or PA6 that have proven their value in injection moulding. The additively manufactured end products are just as strong, flexible and durable as moulded parts.
Look & Feel
The material is brilliant white in its natural form, but can be dyed in a variety of colours for an additional 10%
The natural surface finish is smooth, but has a powdery feel to it. This is comparable with an extra strong mint. To improve the surface finish we have two options, the first is Shot peening, that greatly improves the surface finish for PA2200 SLS printed parts bringing them very close to the finish of an injection moulded part. Alternatively, if you can choose our free polishing service, you will get a far smoother finish for no extra cost – this is a finish comparable to a Soft Mint/Mentos.

(Above) Natural finish, slight texture similar to an extra strong mint. Actual part size 30mmØ


(Above) PA2200 parts that have been dyed in a variety of colours post print.
UV Degradation
No noticeable physical degradation has been observed to the properties of the part other than a slight yellowing of the colour. All our oldest samples still appear to have the strength they had when new.
Elemental Degradation
Based on our experience the material stands up to the test of time very well. We have some rugged camera mounts that fixed to the outside of a track day car that have been fixed there for 3 years and still holding strong.
Accuracy & Melting point
In a nutshell, the machine is accurate to 0.1mm, but being a heat process, different models are affected in different ways. Please see our page dedicated to the machine accuracy.
The official melting point is just above 170°C. From our personal experience we find that thin parts start to go slightly ‘floppy’ at just over 100°C whilst thicker ones stay stronger until nearer the melting point.
Flexibility & Porosity
Flexibility
The Nylon can be both flexible when thin and rigid when thick. Keeping clips etc. to the minimum 1mm wall thickness will give them a lot of flexibility, but not a lot of strength. Thickening them up to 2mm-3mm will give great flexibility for that ‘snap shut’ strength, and upwards of 5mm will make the parts rigid.
Porosity
The material is slightly porous.
Water – With water the porosity is relatively low, we tested a cup with a 1mm wall thickness and had no visual leaks or pools of water. We have had clients successfully use the material for underwater applications such as turbines, pipe connectors and valves.
Oils – We tested the same glass with standard kitchen sunflower oil. This went straight through in a matter of seconds.
Alcohols and solvents – not tested as of yet, but watch this space!
Petrol and Diesel – Petrol does manage to seep through the material, very slowly, but we would not recommend Nylon for any purpose where you require your prototype to contain petrol. Diesel reacts in a similar fashion but due to it’s higher level of oil it passes through the material quicker than Petrol does.
Datasheets
For more information on PA2200 please click on the tabs below or download our data sheet. If you have any further questions please feel free to give us a call to discuss your project.
Datasheets includes:
1. Material datasheet PA2200 Nylon
2. Properties information (Chemical, Electrical, Thermal, Wear, General)
3. Food suitability
4. Material and machine conformity
5. Density and mechanical properties of sintered parts
6. Biocompatibility
7. Statement of compliance-RoHS and WEEE Directives
8. Cytotox test certificate
9. Skin irritation test certificate
10. Reach data safety sheet
11. Test for Sensitisation (Local Lymph Node Assay – LLNA)
12. Irritation Test – Intracutaneous Reactivity
13. In vitro Cytotoxicity Assay: Cell Growth Analysis
Technical Data
| General properties | Value | Unit | Test Standard |
|---|---|---|---|
| Powder melting point (DSC) Melting enthalpy Crystallization temperature | 184°C ja. 115 138°C | °C J/g °C | DSC DSC DSC |
| Water absorption 100°C, saturation in water 23°C, 96% RF 23°C, 50% RF | 1.93 1.33 0,52 | % | DIN 53495 |
| Coefficient of linear thermal expansion Specific heat | 1,09 2.35 | x10¯⁴/K J/gK | DIN 53752-A DIN 51005 |
| Solution viscosity Molecular weight - Mol mean Mn - Weight mean Mw | 1,6 3000 9600 | Eta rel g/mol | EN ISO 307 |
| Mechanical properties | Value | Unit | Measurement Method DIN/ISO |
|---|---|---|---|
| Density | 0,90 - 0,95 | g/cm³ | EOS Methode |
| Tensile modulus | 1700 ± 150 | N/mm² | DIN EN ISO 527 |
| Tensile strength | 45 ± 3 | N/mm² | DIN EN ISO 527 |
| Elongation at break | 20 ± 5 | % | DIN EN ISO 527 |
| Flexural modulus | 1240 ± 130 | N/mm² | DIN EN ISO 178 |
| Charpy- Impact strength | 53 ± 3,8 | Kj/m² | DIN EN ISO 179 |
| Charpy- Notched impact strength | 4,8 ± 0,3 | Kj/m² | DIN EN ISO 179 |
| Izod-Impact strength | 32,8 ± 3,4 | Kj/m² | DIN EN ISO 180 |
| Izod-Notched impact strength | 4,4 ± 0,4 | Kj/m² | DIN EN ISO 180 |
| Ball indentation hardness | 77,6 ± 2 | N/mm² | DIN EN ISO 2039 |
| Shore-D-hardness | 75 ± 2 | DIN 53505 |
| Thermal properties | Value | Unit | Measurement Method DIN/ISO |
|---|---|---|---|
| Vicat softening temperature - B/50 - A/50 | 163 181 | °C | DIN EN ISO 306 |
| Thermal conductivity - Vertical to sintered layers - Parallel to sintered layers | 0,144 0,127 | W/mK | DIN 52616 |
Other materials